



တရုတ် OEM စိတ်ကြိုက် spheroidal ဂရပ်ဖိုက်သွန်းသံအစိတ်အပိုင်းနှင့်အတူ shell ကိုမှိုပုံသွန်းထုတ်ကုန်နှင့်အတူCNC စက်ယန္တရား, အပူကုသမှုနှင့်မျက်နှာပြင်ကုသမှု။
ပြွန် (Nodular) Cast Iron ၏ စက်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိများ | ||||||||
| DIN EN 1563 အရပစ္စည်း | ယူနစ်တိုင်းတာ | EN-GJS-350-22-LT | EN-GJS-400-18-LT | EN-GJS-400-18 | EN-GJS-500-7 | EN-GJS-600-3 | EN-GJS-700-2 | EN-GJS-800-2 |
| EN-JS 1015 | EN-JS 1025 | EN-JS 1020 | EN-JS 1050 | EN-JS 1060 | EN-JS 1070 | EN-JS 1080 | ||
| ဆန့်နိုင်အား | Rm min.MPA | ၃၅၀ | ၄၀၀ | ၄၀၀ | ၅၀၀ | ၆၀၀ | ၇၀၀ | ၈၀၀ |
| 2% အထွက်နှုန်း | Rp0.2 min.MPA | ၂၂၀ | ၂၄၀ | ၂၅၀ | ၃၂၀ | ၃၇၀ | ၄၂၀ ၂)၊ | ၄၈၀ ၂)၊ |
| ရှည်လျားခြင်း။ | A % | ၂၂၊၀ | ၁၈၊၀ | ၁၈၊၀ | ၇၊၀ | ၃၊၀ | ၂၊၀ | ၂၊၀ |
| မာကျောခြင်း။ | HB | ၁၁၀-၁၅၀ | ၁၂၀-၁၆၀ | ၁၄၀-၁၉၀ | ၁၇၀-၂၂၀ | ၂၀၀-၂၅၀ | ၂၃၀-၂၈၀ | ၂၅၀-၃၃၀ |
| ဖွဲ့စည်းပုံများ | အဓိကအားဖြင့် ferritic | အဓိကအားဖြင့် ferritic | အဓိကအားဖြင့် ferritic | ferritic + pearlite | ferritic + pearlite | အဓိကအားဖြင့် pearlite | pearlite အားလုံး | |
| Shear Stress | σaB MPa | ၃၁၅ | ၃၆၀ | ၃၆၀ | ၄၅၀ | ၅၄၀ | ၆၃၀ | ၇၂၀ |
| Torsion | TtB MPa | ၃၁၅ | ၃၆၀ | ၃၆၀ | ၄၅၀ | ၅၄၀ | ၆၃၀ | ၇၂၀ |
| elasticity ၏ modules | E ဂျီပီ | ၁၇၀ | ၁၇၀ | ၁၇၀ | ၁၇၅ | ၁၇၅ | ၁၇၅ | ၁၇၅ |
| အဆိပ်နံပါတ် | v – | ၀.၂၈၀ | ၀.၂၈၀ | ၀.၂၈၀ | ၀.၂၈၀ | ၀.၂၈၀ | ၀.၂၈၀ | ၀.၂၈၀ |
| Compressive Strength | σdB MPa | – | ၇၀၀ | ၇၀၀ | ၈၀၀ | ၈၇၀ | ၁၀၀၀ | ၁၁၅၀ |
| Frature Toughness | Klc MPa ·√m | 31 | 30 | 30 | 25 | 20 | 15 | 14 |
| သိပ်သည်းမှု | g/cm3 | ၇၊၁ | ၇၊၁ | ၇၊၁ | ၇၊၁ | ၇၊၂ | ၇၊၂ | ၇၊၂ |

အခွံပုံသွန်းလုပ်ခြင်း။လုပ်ငန်းစဉ်ကို pre-coated resin sand casting process၊ hot shell molding castings or core casting process လို့လည်း ခေါ်ပါတယ်။ အဓိက ပုံသွင်းသည့်ပစ္စည်းမှာ အစိမ်းရောင်သဲနှင့် furan resin သဲတို့ထက် စျေးပိုကြီးသော ဖီနိုလစ်အစေးအကြိုအကာများဖြစ်သည်။ ထို့အပြင် ဤသဲများကို ပြန်လည်အသုံးပြု၍မရပါ။
Furan resin ကိုယ်တိုင် မာကျောစေသော သဲပုံသွင်းခြင်း လုပ်ငန်းစဉ် (nobake process) သည် သတ္တုပုံးပုံစံပြုလုပ်ရန် furan resin coated sand ကို အသုံးပြုသည်။ မူလသဲ (သို့မဟုတ် ပြန်လည်သိမ်းယူထားသောသဲ) ကို ရောစပ်ပြီးနောက် ဖူရန်အစေးအရည်နှင့် ဓာတ်ကူပစ္စည်းအရည်များကို အညီအမျှ ရောစပ်ပြီး အူတိုင်ဘောက်စ် (သို့မဟုတ် သဲပုံး) ထဲသို့ ဖြည့်သွင်းပြီးနောက် အူတိုင်ဘောက်စ် (သို့မဟုတ် သဲပုံး) တွင် မှို သို့မဟုတ် မှိုအဖြစ် ခိုင်မာစေရန် တင်းကျပ်ထားသည်။ box) အခန်းအပူချိန်မှာ။ ထို့နောက် သွန်းမှို (သို့) သွန်းလုပ်သော အူတိုင်ကို ဖွဲ့စည်းကာ၊ ၎င်းကို မိမိကိုယ်ကို မာကျောစေသော အအေးခန်း-core အကွက်ပုံး (core) သို့မဟုတ် မိမိကိုယ်ကို မာကျောစေသော နည်းလမ်း (core) ဟုခေါ်သည်။
မှိုကို အခန်းအပူချိန်တွင် ဖွဲ့စည်းထားပြီး အပူပေးရန်မလိုအပ်သောကြောင့်၊ ကိုယ်တိုင် မာကျောစေသောသဲပုံသွင်းခြင်းကို no-bake casting process ဟုခေါ်သည်။ မိမိကိုယ်ကို မာကျောစေသောနည်းလမ်းကို အက်ဆစ်ဓာတ်သုံး furan resin နှင့် phenolic resin sand self-hardening method၊ urethane resin sand self-hardening method နှင့် phenolic monoester self-hardening method ဟူ၍ ခွဲခြားနိုင်သည်။
မိမိကိုယ်ကို မာကျောစေသော အအေးခန်း binder sand အနေဖြင့် Furan resin sand သည် တရုတ် စက်ရုံတွင် အစောဆုံးနှင့် လက်ရှိ အသုံးအများဆုံး ဓာတု binder sand ဖြစ်သည်။ သဲပုံသွင်းခြင်းတွင် ထည့်ထားသော အစေးပမာဏသည် ယေဘုယျအားဖြင့် 0.7% မှ 1.0% ရှိပြီး core sand တွင် ထည့်ထားသော resin ပမာဏမှာ ယေဘုယျအားဖြင့် 0.9% မှ 1.1% ဖြစ်သည်။ furan resin တွင် free aldehyde ပါဝင်မှုသည် 0.3% အောက်တွင်ရှိပြီး အချို့စက်ရုံများသည် 0.1% အောက်သို့ ကျဆင်းသွားပါသည်။ တရုတ်နိုင်ငံရှိ စက်ရုံများတွင်၊ Furan resin ကိုယ်တိုင် မာကျောသောသဲသည် ထုတ်လုပ်မှုလုပ်ငန်းစဉ်နှင့် သွန်းလုပ်ခြင်း၏ မျက်နှာပြင်အရည်အသွေး မခွဲခြားဘဲ နိုင်ငံတကာအဆင့်သို့ ရောက်ရှိခဲ့သည်။
Nodular cast iron ဟုလည်းခေါ်သော ဒြပ်ထုသံ၊ စက်ဝိုင်းဂရပ်ဖိုက်သွန်းသံ သို့မဟုတ် အတိုကောက်အတိုကောက်အားဖြင့် SG သံမျှသာသည် သွန်းသံအုပ်စုကိုကိုယ်စားပြုသည်။ Nodular cast iron သည် nodular graphite ကို spheroidization နှင့် inoculation treatment ဖြင့် ရရှိပြီး၊ အထူးသဖြင့် ကာဗွန်သံမဏိထက် ပိုမိုခိုင်ခံ့စေရန်အတွက် သွန်းသံ၏ စက်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိများကို ထိရောက်စွာ မြှင့်တင်ပေးပါသည်။
Ductile သံသွန်းများသည် ကာဗွန်သံမဏိထက် ရှော့တိုက်ခြင်း စုပ်ယူမှု ပိုမိုကောင်းမွန်ပြီး ကာဗွန်သံမဏိသွန်းများသည် ပေါင်းကူးနိုင်မှု ပိုမိုကောင်းမွန်ပါသည်။ အချို့သောအတိုင်းအတာအထိ၊ ductile Iorn Casts များသည် ခံနိုင်ရည်ရှိသော ဝတ်ဆင်မှုနှင့် သံချေးများကို ခံနိုင်ရည်ရှိသော စွမ်းဆောင်မှုအချို့ရှိနိုင်သည်။ ထို့ကြောင့် အချို့သော ပန့်အိမ်များ သို့မဟုတ် ရေပေးဝေသည့်စနစ်များအတွက် ပျော့ပျောင်းသော သံပုံသွန်းကို အသုံးပြုနိုင်သည်။ သို့သော်လည်း ၎င်းတို့ကို ဝတ်ဆင်ခြင်းနှင့် သံချေးမတက်စေရန် ကြိုတင်ကာကွယ်မှုများ ပြုလုပ်ရန် လိုအပ်နေသေးသည်။
Ductile သံသည် တစ်ခုတည်းသောပစ္စည်းမဟုတ်သော်လည်း microstructure ကိုထိန်းချုပ်ခြင်းအားဖြင့် ဂုဏ်သတ္တိများစွာရှိရန် ထုတ်လုပ်နိုင်သည့် ပစ္စည်းအုပ်စုတစ်စု၏ တစ်စိတ်တစ်ပိုင်းဖြစ်သည်။ ဤပစ္စည်းများအုပ်စု၏ ဘုံအဓိပ္ပါယ်သတ်မှတ်ချက်မှာ ဂရပ်ဖိုက်ပုံသဏ္ဍာန်ဖြစ်သည်။ ပျော့ပျောင်းသောသံများတွင်၊ ဂရပ်ဖိုက်သည် မီးခိုးရောင်သံဖြစ်သောကြောင့် အပေါက်များအစား အကွက်များပုံစံဖြစ်သည်။ ဂရပ်ဖိုက်အမှုန်အမွှားများ၏ ချွန်ထက်သောပုံသဏ္ဍာန်သည် သတ္တုမက်ထရစ်အတွင်းတွင် ဖိစီးမှုအာရုံစူးစိုက်မှုအမှတ်များကို ဖန်တီးပေးပြီး အလုံးဝိုင်းပုံသဏ္ဍာန်နည်းပါးသောကြောင့် အက်ကြောင်းများဖန်တီးမှုကို ဟန့်တားကာ သတ္တုစပ်အား ၎င်း၏အမည်ပေးသည့် ပိုမိုကောင်းမွန်သော ductility ကိုပေးစွမ်းသည်။ ထို့ကြောင့် ယေဘူယျအားဖြင့် ပြောရလျှင်၊ ပိုက်သံသည် သင့်လိုအပ်ချက်များနှင့် ကိုက်ညီပါက၊ သင့်သတ္တုဖြင့်ပြုလုပ်ရန်အတွက် ကာဗွန်သံမဏိအစား သင့်အတွက် ပထမဆုံးရွေးချယ်မှုဖြစ်နိုင်သည်။

| Resin Coated Sand Casting Metal နှင့် Alloys များ | |
| သတ္တုနှင့် အလွိုင်းများ | လူကြိုက်များသောအဆင့် |
| မီးခိုးရောင် Cast Iron | GG10~GG40; GJL-100 ~ GJL-350; |
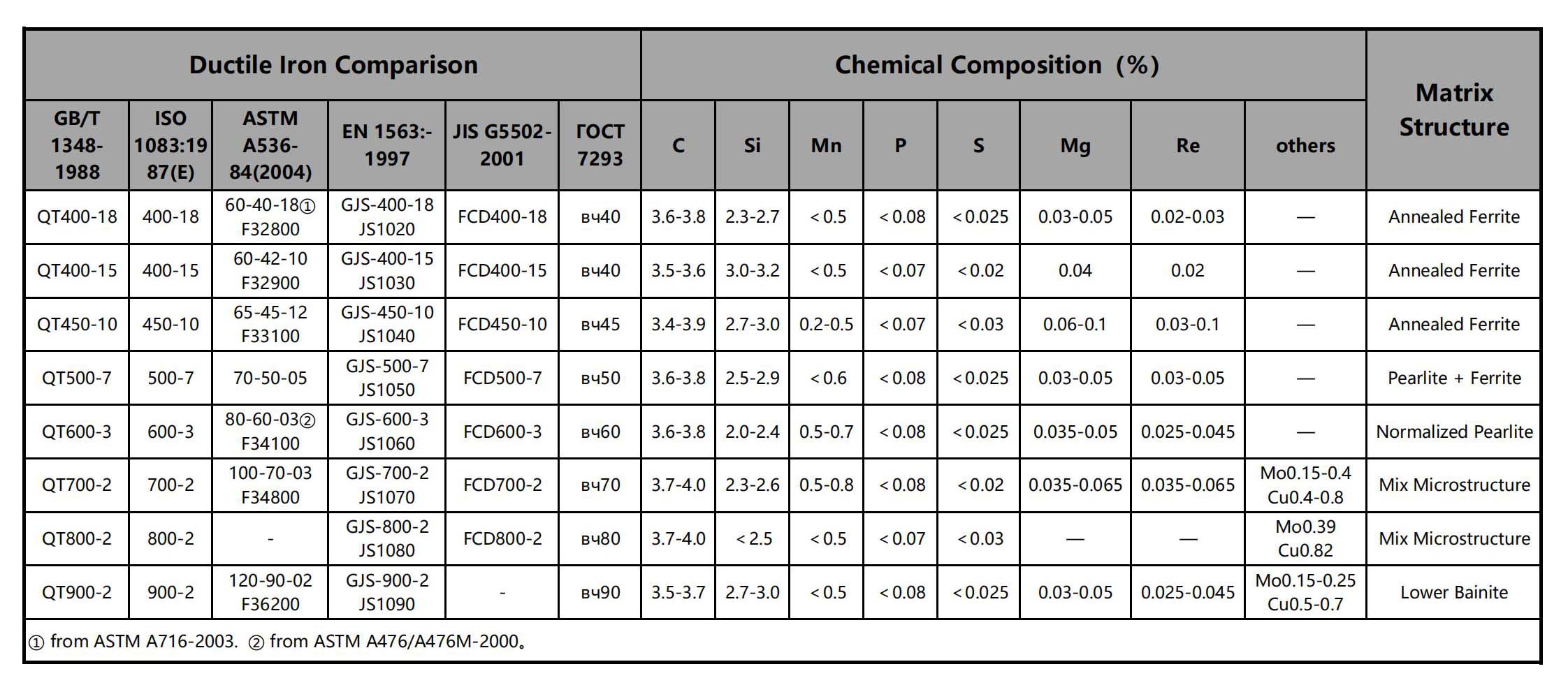
| Ductile (Nodular) Cast Iron | GGG40 ~ GGG80; GJS-400-18၊ GJS-40-15၊ GJS-450-10၊ GJS-500-7၊ GJS-600-3၊ GJS-700-2၊ GJS-800-2 |
| Austempered Ductile Iron (ADI) | EN-GJS-800-8၊ EN-GJS-1000-5၊ EN-GJS-1200-2 |
| ကာဗွန်သံမဏိ | C20၊ C25၊ C30၊ C45 |
| အလွိုင်းသံမဏိ | 20Mn၊ 45Mn၊ ZG20Cr၊ 40Cr၊ 20Mn5၊ 16CrMo4၊ 42CrMo၊ 40CrV၊ 20CrNiMo၊ GCr15၊ 9Mn2V |
| အစွန်းခံသံမဏိ | Ferritic Stainless Steel၊ Martensitic Stainless Steel၊ Austenitic Stainless Steel၊ မိုးရွာသွန်းပြီး မာကျောသော Stainless Steel၊ Duplex Stainless Steel |
| အလူမီနီယံသတ္တုစပ် | ASTM A356၊ ASTM A413၊ ASTM A360 |
| ကြေးဝါ/ကြေးနီအခြေခံ သတ္တုစပ်များ | C21000၊ C23000၊ C27000၊ C34500၊ C37710၊ C86500၊ C87600၊ C87400၊ C87800၊ C52100၊ C51100 |
| စံသတ်မှတ်ချက်- ASTM၊ SAE၊ AISI၊ GOST၊ DIN၊ EN၊ ISO နှင့် GB | |
Furan Resin Coated Sand Self-hardening Molding Casting ၏ အားသာချက်များ
1) Castings ၏ Dimension တိကျမှုနှင့် မျက်နှာပြင် ကြမ်းတမ်းမှုကို မြှင့်တင်ပါ။
2) မှို (core) သဲကို မာကျောစေပြီး စွမ်းအင်ကို ချွေတာနိုင်သောကြောင့် အခြောက်ခံရန် မလိုအပ်ဘဲ စျေးမကြီးသော သစ်သား သို့မဟုတ် ပလပ်စတစ် core သေတ္တာများနှင့် ပုံစံခွက်များကိုလည်း အသုံးပြုနိုင်သည်။
3) မိမိကိုယ်ကို မာကျောအောင်ပြုလုပ်ထားသော သဲသည် ကျစ်လျစ်ပြီး ပြိုကျလွယ်သည်၊ သွန်းလုပ်ရန် လွယ်ကူပြီး သဲဟောင်းများကို ပြန်လည်အသုံးပြုကာ ပြန်လည်အသုံးပြုနိုင်ကာ အူတိုင်ပြုလုပ်ခြင်း၊ မော်ဒယ်လုပ်ခြင်း၊ သဲကျခြင်း၊ သန့်ရှင်းရေးနှင့် အခြားချိတ်ဆက်မှုများ၏ လုပ်အားပြင်းအားကို လွန်စွာလျှော့ချပေးသည်။ စက်ယန္တရား သို့မဟုတ် အလိုအလျောက်လုပ်ခြင်းကို နားလည်ရန် လွယ်ကူသည်။
4) သဲရှိအစေး၏ဒြပ်ထုအပိုင်းသည် 0.8% ~ 2.0% သာရှိပြီး ကုန်ကြမ်းကုန်ကျစရိတ်လည်း နည်းပါးသည်။
Self-hardening method တွင် အထက်ဖော်ပြပါ ထူးခြားသော အားသာချက်များစွာရှိသောကြောင့်၊ ပင်ကိုယ်မာမာပြုလုပ်ခြင်းအတွက်သာမက သွန်းပုံသွင်းရန်အတွက်လည်း အသုံးပြုပါသည်။ ၎င်းသည် တစ်ခုတည်းသောအပိုင်းနှင့် အသေးစားအသုတ်ထုတ်လုပ်ခြင်းအတွက် အထူးသင့်လျော်ပြီး သွန်းသံ၊ သွန်းစတီးလ်နှင့် သံမဏိမဟုတ်သော အလွိုင်းသွန်းများကို ထုတ်လုပ်နိုင်သည်။ အချို့သော တရုတ်စက်ရုံများသည် ရွှံ့ခြောက်သောသဲမှိုများ၊ ဘိလပ်မြေသဲမှိုများနှင့် တစ်စိတ်တစ်ပိုင်း အစားထိုးထားသော ရေဖန်ခွက်သဲမှိုများကို လုံးလုံးလျားလျား အစားထိုးခဲ့သည်။

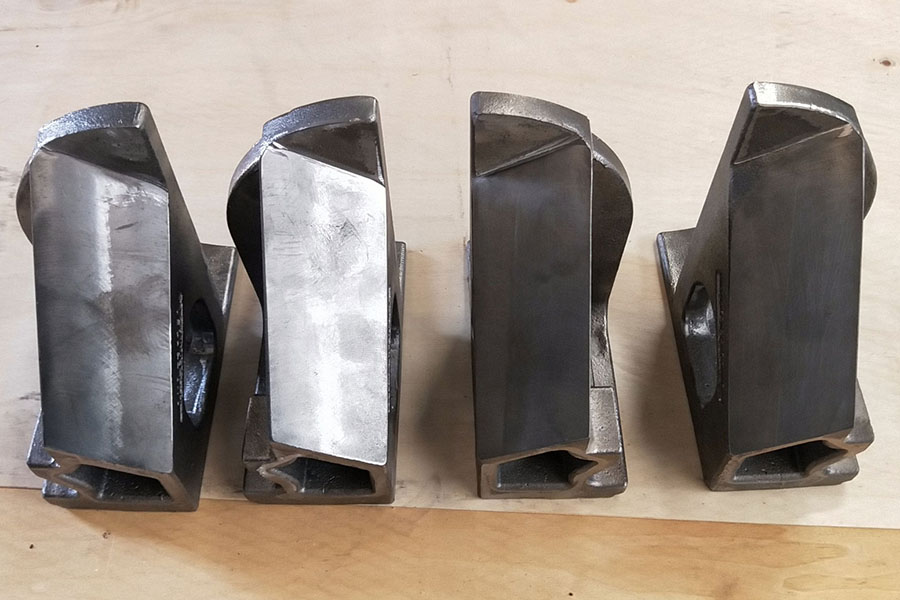

Ductile Cast Iron အစိတ်အပိုင်းများ







{kind=link}