

သဲပုံသွင်းခြင်းစနစ်အတွက် သဲစိမ်း (စိုစွတ်သောသဲ) သို့မဟုတ် သဲခြောက်ကို အသုံးပြုသည်။ ဟိအစိမ်းရောင်သဲပုံသွန်းသမိုင်းတွင် အသုံးပြုခဲ့သည့် ရှေးအကျဆုံး သတ္တုချခြင်း လုပ်ငန်းစဉ်ဖြစ်သည်။ မှိုပြုလုပ်သောအခါ၊ အခေါင်းပေါက်ပုံစံရရှိရန်အတွက် သစ်သား သို့မဟုတ် သတ္တုဖြင့်ပြုလုပ်ထားသော ပုံစံများကို ထုတ်လုပ်သင့်သည်။ ထို့နောက် သွန်းသောသတ္တုကို အအေးခံပြီး ခိုင်မာစေပြီးနောက် သွန်းလောင်းများဖွဲ့စည်းရန်အတွက် အပေါက်ထဲသို့ လောင်းထည့်ပါ။ မှိုတည်ဆောက်ခြင်းနှင့် ယူနစ်ပုံသွင်းခြင်းအပိုင်းအတွက် သဲပုံသွင်းခြင်းလုပ်ငန်းအတွက် အခြားသွန်းလုပ်ခြင်းလုပ်ငန်းစဉ်များထက် စျေးသက်သာပါသည်။ သဲပုံသွင်းခြင်းသည် အမြဲတမ်း စိမ်းလန်းသောသဲပုံသွန်းခြင်းကို ဆိုလိုသည် (အထူးဖော်ပြချက်မရှိလျှင်)။ သို့သော် ယနေ့ခေတ်တွင် အခြားသော ပုံသွင်းခြင်းလုပ်ငန်းကို မှိုပြုလုပ်ရန် သဲကို အသုံးပြုကြသည်။ အစရှိတဲ့ နာမည်တွေရှိကြတယ်။shell မှိုပုံသွင်းခြင်း။furan resin coated sand casting (မီးဖုတ်အမျိုးအစား)၊ဆုံးရှုံးသွားသော foam castingနှင့် ဖုန်စုပ်စက်။
သင့်ရွေးချယ်မှုအတွက် ကျွန်ုပ်တို့တွင် မတူညီသော ကာစ်အမျိုးအစားများရှိသည်။ သင့်ပရောဂျက်အတွက် ရွေးချယ်နိုင်သော လုပ်ငန်းစဉ်၏ တစ်စိတ်တစ်ပိုင်းသည် သင့်လိုအပ်ချက်များကို အကောင်းဆုံးဖြည့်ဆည်းပေးမည့် ကာစ်လုပ်ခြင်းလုပ်ငန်းစဉ်ကို ရွေးချယ်မည်ဖြစ်သည်။ ရေပန်းအစားဆုံးပုံစံမှာ နောက်ဆုံးသွန်းလုပ်ခြင်းကို ပုံသွင်းရန်အတွက် သဲနှင့် binder additives များဖြင့် ဖိသိပ်ထားသော အချောထည်တစ်ခု (သို့မဟုတ် ပုံစံတူ) ကို သဲပုံတူပြုလုပ်ခြင်း ပါဝင်သည်။ မှို သို့မဟုတ် အထင်အမြင်များ ဖွဲ့စည်းပြီးနောက် ပုံစံကို ဖယ်ရှားပြီး သတ္တုကို အပေါက်ဖြည့်ရန် အပြေးစနစ်ဖြင့် မိတ်ဆက်သည်။ သဲနှင့် သတ္တုကို ခွဲခြားထားပြီး ဖောက်သည်ထံ ပို့ဆောင်ရန်အတွက် သန့်စင်ပြီး သတ္တုကို ထုလုပ်သည်။
Sand Casting VS Shell Mold Casting-
သဲပုံသွင်းခြင်းနှင့် အခွံပုံသွင်းခြင်း နှစ်မျိုးစလုံးကို လောင်းထည့်ရန်အတွက် အခေါင်းပေါက်ဖြစ်စေရန်အတွက် သဲကိုအသုံးပြုသည်။ ခြားနားချက်မှာ သဲပုံသွင်းခြင်းတွင် အစိမ်းရောင်သဲ (သို့) သဲခြောက်ကို အသုံးပြုသည် (ပျောက်ဆုံးသွားသော အမြှုပ်သွန်းခြင်းနှင့် လေဟာနယ်ကို မှိုပြုလုပ်ရန်အတွက် သဲခြောက်ကို အသုံးပြုသည်)၊ ခွံမှိုပုံသွင်းခြင်းစနစ်များပြုလုပ်ရန်အတွက် အစေးဖြင့်အုပ်ထားသောသဲကို အသုံးပြု၍ ကွာခြားချက်မှာ ကွာခြားချက်မှာ သဲပုံသွင်းခြင်းတွင် အသုံးပြုသည်။ အုပ်ထားသောသဲကို ပြန်လည်အသုံးမပြုနိုင်ပါ။ သို့သော် အခွံမှိုသွန်းလုပ်ခြင်းထက် အရည်အသွေးပိုကောင်းပါသည်။သဲသွန်းများ.
Sand Casting VS ရင်းနှီးမြုပ်နှံမှု Casting-
ဤပုံသွင်းခြင်းလုပ်ငန်းစဉ်နှစ်ခုသည် ပုံစံများပြုလုပ်ရာတွင် အသုံးပြုသည့် ပုံသွင်းပစ္စည်းများတွင် မတူညီပါ။ရင်းနှီးမြုပ်နှံမှုသွန်းလုပ်ခြင်း။ဖယောင်းကို အသုံးပြု၍ ဖယောင်းပုံတူများကို ထုတ်လုပ်ရန် (ထို့ကြောင့် ၎င်းကို ပျောက်ဆုံးသွားသော ဖယောင်းပုံသဏ္ဍာန်ဟုလည်း ခေါ်သည်) သည် အလိုရှိသော ပုံတူများကဲ့သို့ အရွယ်အစားနှင့် အတိုင်းအတာ တူညီသော ဖယောင်းကို အသုံးပြုသည်။ ထို့နောက် ဖယောင်းပုံတူများကို သဲနှင့် binder ပစ္စည်းများ (များသောအားဖြင့် silica sol သို့မဟုတ် water glass) ဖြင့် ဖုံးအုပ်ထားပြီး သွန်းသောသတ္တုသွန်းလောင်းရန်အတွက် ခိုင်ခံ့သောအခွံတစ်ခုတည်ဆောက်မည်ဖြစ်သည်။ သဲပုံသွင်းခြင်းတွင် အများအားဖြင့် သဲစိမ်း သို့မဟုတ် ခြောက်သောသဲကို အလိုရှိသော သတ္တုအစိတ်အပိုင်းများကဲ့သို့ အရွယ်အစားနှင့် အတိုင်းအတာတူညီသော အခေါင်းပေါက်တစ်ခုဖြစ်အောင် ပြုလုပ်လေ့ရှိသည်။ သဲပုံသွင်းခြင်း နှင့် ရင်းနှီးမြုပ်နှံမှု လုပ်ငန်းစဉ်နှစ်ခုလုံးအတွက် သဲနှင့် ဖယောင်းကို ပြန်လည်အသုံးပြုနိုင်ပါသည်။ ရင်းနှီးမြှုပ်နှံမှုသွန်းလုပ်ခြင်းများသည် များသောအားဖြင့် သဲသွန်းလုပ်ခြင်းထက် မျက်နှာပြင်၊ ဂျီဩမေတြီနှင့် အတိုင်းအတာ တိကျမှုများစွာရှိသည်။
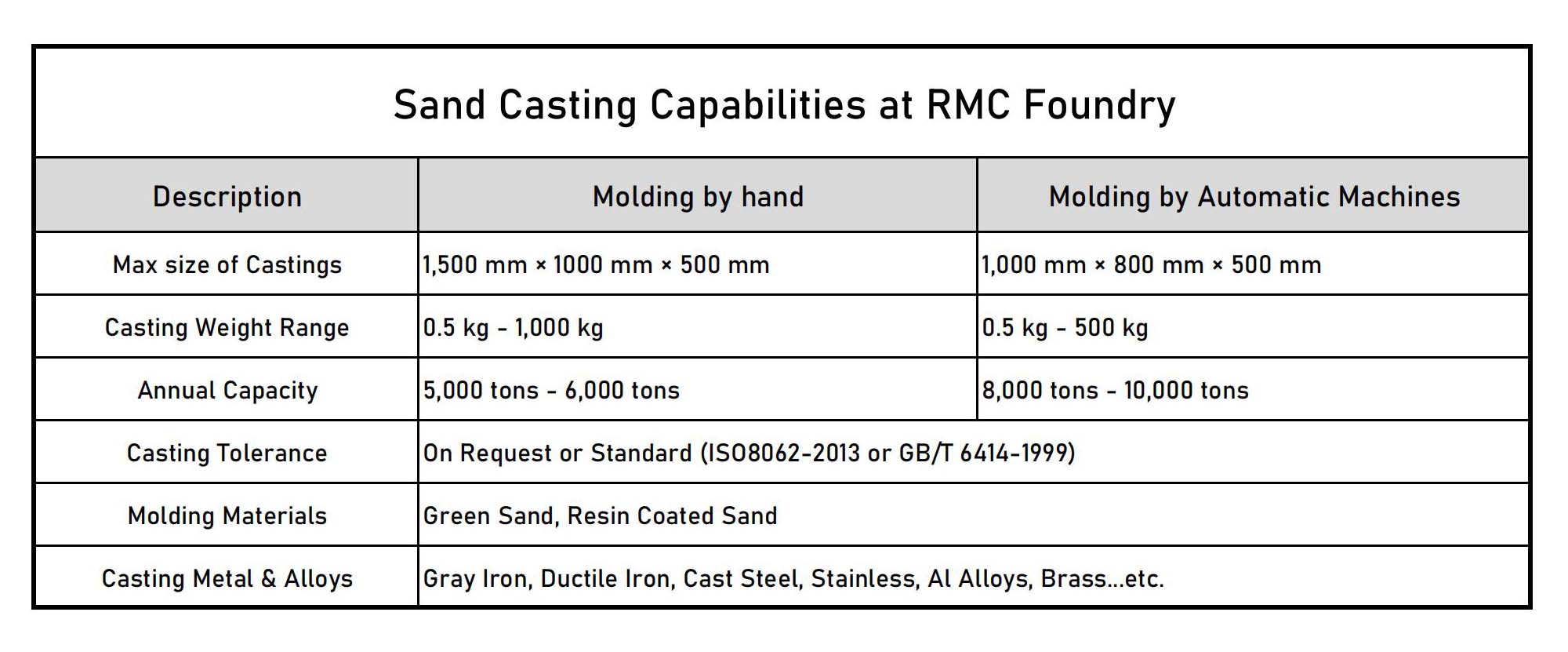
Casting tolerance ကို Dimensional Casting Tolerances (DCT) နှင့် Geometrical Casting Tolerances (GCT) ဟူ၍ ပိုင်းခြားထားပါသည်။ ကျွန်ုပ်တို့၏ဓာတ်ခွဲခန်းသည် လိုအပ်သောသည်းခံမှုများအတွက် အထူးတောင်းဆိုမှုရှိပါက သင့်ထံ ဆွေးနွေးလိုပါသည်။ ဤသည်မှာ ကျွန်ုပ်တို့၏ အစိမ်းရောင်သဲပုံသဏ္ဍန်၊ အခွံမှိုပုံသွင်းခြင်းနှင့် မုန့်ဖုတ်မလုပ်သော furan resin သဲဖြင့်ပြုလုပ်ခြင်းတို့ဖြင့် ကျွန်ုပ်တို့ရောက်ရှိနိုင်သော ယေဘုယျသည်းခံမှုအဆင့်များဖြစ်သည်-
✔ Green Sand Casting ဖြင့် DCT အဆင့်- CTG10 ~ CTG13
✔ Shell Mold Casting သို့မဟုတ် Furan Resin Sand Casting ဖြင့် DCT အဆင့်- CTG8 ~ CTG12
✔ Green Sand Casting ဖြင့် GCT အဆင့်- CTG6 ~ CTG8
✔ Shell Mold Casting သို့မဟုတ် Furan Resin Sand Casting ဖြင့် GCT အဆင့်- CTG4 ~ CTG7
Sand Casting Process ၏ အားသာချက်များ
1- ၎င်း၏စျေးပေါပြီး ပြန်လည်အသုံးပြုနိုင်သော မှိုပစ္စည်းများနှင့် ရိုးရှင်းသော ထုတ်လုပ်ရေးပစ္စည်းများကြောင့် ကုန်ကျစရိတ်သက်သာသည်။
2- ယူနစ်အလေးချိန် 0.10 kg မှ 500 kgs သို့မဟုတ် ပိုကြီးသည်။
3- ရိုးရှင်းသောအမျိုးအစားမှရှုပ်ထွေးသောအမျိုးအစားအထိအမျိုးမျိုးသောဖွဲ့စည်းပုံ။
4- အမျိုးမျိုးသောပမာဏ၏ထုတ်လုပ်မှုလိုအပ်ချက်များအတွက်သင့်လျော်သည်။
| RMC Foundry ရှိ သဲပုံသဏ္ဍာန် လုပ်ငန်းစဉ်အတွက် ပစ္စည်းများ | |||
| အမျိုးအစား | တရုတ်တန်း | US အဆင့် | ဂျာမနီအဆင့် |
| Ferritic Stainless Steel | 1Cr17, 022Cr12, 10Cr17၊ | 430၊ 431၊ 446၊ CA-15၊ CA6N၊ CA6NM | 1.4000၊ 1.4005၊ 1.4008၊ 1.4016၊ GX22CrNi17၊ GX4CrNi13-4 |
| Martensitic Stainless Steel | 1Cr13, 2Cr13, 3Cr13, 4Cr13၊ | 410၊ 420၊ 430၊ 440B၊ 440C | 1.4021၊ 1.4027၊ 1.4028၊ 1.4057၊ 1.4059၊ 1.4104၊ 1.4112၊ 1.4116၊ 1.4120၊ 1.4122၊ 1.4125 |
| Austenitic သံမဏိ | 06Cr19Ni10, 022Cr19Ni10၊ 06Cr25Ni20၊ 022Cr17Ni12Mo2၊ 03Cr18Ni16Mo5 | 302၊ 303၊ 304၊ 304L၊ 316၊ 316L၊ 329၊ CF3၊ CF3M၊ CF8၊ CF8M၊ CN7M၊ CN3MN | 1.3960, 1.4301, 1.4305, 1.4306, 1.4308, 1.4313, 1.4321, 1.4401, 1.4403, 1.4404, 1.4405, 1.44040, 1.94040, 1.94040, 1.4435, 1.4436, 1.4539, 1.4550, 1.4552, 1.4581၊ ၁.၄၅၈၂၊ ၁.၄၅၈၄၊ |
| မိုးရွာသွန်းမှုကို မာကျောစေသော Stainless Steel | 05Cr15Ni5Cu4Nb၊ 05Cr17Ni4Cu4Nb | 630၊ 634၊ 17-4PH၊ 15-5PH၊ CB7Cu-1 | ၁.၄၅၄၂ |
| Duplex Stainless Steel | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 995 4A, A 995 5A, 2205, 2507၊ | 1.4460၊ 1.4462၊ 1.4468၊ 1.4469၊ 1.4517၊ 1.4770 |


Sand Mold Casting Foundry






{kind=link}