



စိတ်ကြိုက် မီးခိုးရောင် သွန်းသံshell မှိုပုံသွင်းထုတ်ကုန်များဝန်ဆောင်မှုများဖြင့်CNC စက်ယန္တရား, အပူကုသမှုနှင့်မျက်နှာပြင်ကုသမှု။
မီးခိုးရောင်သံ သို့မဟုတ် မီးခိုးရောင်သွန်းသံသည် ဂရပ်ဖိုက်အသေးစားဖွဲ့စည်းပုံပါရှိသော သွန်းသံအမျိုးအစားတစ်ခုဖြစ်သည်။ အရိုးကျိုးခြင်း၏ မီးခိုးရောင်ကို အမည်ပေးထားသည်။ မီးခိုးရောင်သွန်းသံကို အတွင်းပိုင်းလောင်ကျွမ်းမှုအင်ဂျင်ဆလင်ဒါတုံးများ၊ ပန့်အိမ်များ၊ အဆို့ရှင်ကိုယ်ထည်များ၊ လျှပ်စစ်သေတ္တာများ၊ ကောင်တာအလေးချိန်နှင့် အလှဆင်သတ္တုများကဲ့သို့သော အစိတ်အပိုင်းများ၏ တင်းမာမှုထက် ပိုအရေးကြီးသည့် အိမ်ရာများအတွက် အသုံးပြုသည်။ မီးခိုးရောင်သွန်းသံ၏ မြင့်မားသောအပူစီးကူးမှုနှင့် တိကျသောဦးခေါင်းစွမ်းရည်ကို ကာစ်သံမီးဖိုချောင်သုံးပစ္စည်းများနှင့် ဒစ်ဘရိတ်ရဟတ်များပြုလုပ်ရန် မကြာခဏအသုံးချလေ့ရှိသည်။
ဂရပ်ဖစ်အသေးစားတည်ဆောက်မှုရရှိရန် ပုံမှန်ဓာတုဖွဲ့စည်းပုံမှာ 2.5 မှ 4.0% ကာဗွန်နှင့် အလေးချိန်အားဖြင့် 1 မှ 3% ဆီလီကွန်ဖြစ်သည်။ Graphite သည် မီးခိုးရောင်သံ၏ ထုထည်၏ 6 မှ 10% ကို သိမ်းပိုက်နိုင်သည်။ ဆီလီကွန်သည် အဖြူရောင်သွန်းသံနှင့် ဆန့်ကျင်၍ မီးခိုးရောင်ပြုလုပ်ရန် အရေးကြီးသည်၊ အဘယ်ကြောင့်ဆိုသော် ဆီလီကွန်သည် သွန်းသံတွင် ဂရပ်ဖိုက်တည်ငြိမ်စေသောဒြပ်စင်ဖြစ်ပြီး၊ ဆိုလိုသည်မှာ ၎င်းသည် သတ္တုစပ်ကို သံကာဗိုက်များအစား ဂရပ်ဖိုက်များထုတ်လုပ်ရန် ကူညီပေးသည်။ ဆီလီကွန် 3% တွင် သံနှင့် ဓာတုဗေဒပေါင်းစပ်မှုတွင် ကာဗွန်ကို နီးပါးမျှ မထားရှိပါ။
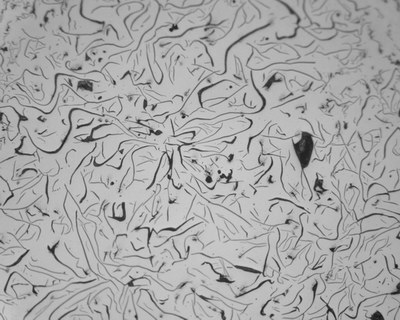
ဂရပ်ဖိုက်သည် သုံးဖက်မြင် အမှုန်အမွှားပုံသဏ္ဍာန်ကို အသုံးပြုသည်။ အဏုကြည့်မှန်ဘီလူးအောက်တွင် ပွတ်နေသောမျက်နှာပြင်သည် မျက်နှာပြင်နှစ်ခုတွင် ပေါ်လာမည်ဖြစ်ပြီး၊ ဂရပ်ဖိုက်အမှုန်အမွှားများသည် လိုင်းကောင်းများအဖြစ် ပေါ်လာမည်ဖြစ်သည်။ flakes များ၏ အကြံပြုချက်များသည် ယခင်ရှိပြီးသား အထစ်များအဖြစ် လုပ်ဆောင်သည်။ ထို့ကြောင့် ကြွပ်ဆတ်သည်။ ဂရပ်ဖိုက်အမှုန်အမွှားများရှိနေခြင်းကြောင့် Grey Iron သည် ဂရပ်ဖိုက်အမှုန်အမွှားများကြားတွင် အလွယ်တကူ ကွဲအက်တတ်သောကြောင့် မီးခိုးရောင်သံကို ပြုပြင်ရလွယ်ကူစေသည်။ မီးခိုးရောင်သံသည် အလွန်ကောင်းမွန်သော စိုစွတ်နိုင်စွမ်းရှိသောကြောင့် စက်ကိရိယာတပ်ဆင်ခြင်းအတွက် အခြေခံအဖြစ် အများအားဖြင့် အသုံးပြုကြသည်။

မီးခိုးရောင် Cast Iron ၏ စက်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိများ | |||||||
| DIN EN 1561 အရပစ္စည်း | တိုင်းတာသည်။ | ယူနစ် | EN-GJL-150 | EN-GJL-200 | EN-GJL-250 | EN-GJL-300 | EN-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| ဆန့်နိုင်အား | Rm | မြန်မာ့ဆိပ်ကမ်းအာဏာပိုင် | ၁၅၀-၂၅၀ | ၂၀၀-၃၀၀ | ၂၅၀-၃၅၀ | ၃၀၀-၄၀၀ | ၃၅၀-၄၅၀ |
| 0.1% အထွက်နှုန်း | Rp0၊1 | မြန်မာ့ဆိပ်ကမ်းအာဏာပိုင် | ၉၈-၁၆၅ | ၁၃၀-၁၉၅ | ၁၆၅-၂၂၈ | ၁၉၅-၂၆၀ | ၂၂၈-၂၈၅ |
| Elongation Strength | A | % | ၀.၃ – ၀.၈ | ၀.၃ – ၀.၈ | ၀.၃ – ၀.၈ | ၀.၃ – ၀.၈ | ၀.၃ – ၀.၈ |
| Compressive Strength | σdB | MPa | ၆၀၀ | ၇၂၀ | ၈၄၀ | ၉၆၀ | ၁၀၈၀ |
| 0.1% Compressive Strength | σd0၊1 | MPa | ၁၉၅ | ၂၆၀ | ၃၂၅ | ၃၉၀ | ၄၅၅ |
| Flexural Strength | σbB | MPa | ၂၅၀ | ၂၉၀ | ၃၄၀ | ၃၉၀ | ၄၉၀ |
| Schuifspanning | σaB | MPa | ၁၇၀ | ၂၃၀ | ၂၉၀ | ၃၄၅ | ၄၀၀ |
| Shear Stress | TtB | MPa | ၁၇၀ | ၂၃၀ | ၂၉၀ | ၃၄၅ | ၄၀၀ |
| elasticity ၏ modules | E | ဂျီပီ | ၇၈ – ၁၀၃ | ၈၈ – ၁၁၃ | ၁၀၃ – ၁၁၈ | ၁၀၈ – ၁၃၇ | ၁၂၃ – ၁၄၃ |
| အဆိပ်နံပါတ် | v | – | ၀၊၂၆ | ၀၊၂၆ | ၀၊၂၆ | ၀၊၂၆ | ၀၊၂၆ |
| Brinell မာကျောမှု | HB | ၁၆၀-၁၉၀ | ၁၈၀ – ၂၂၀ | ၁၉၀ – ၂၃၀ | ၂၀၀-၂၄၀ | ၂၁၀ – ၂၅၀ | |
| Ductility | σbW | MPa | 70 | 90 | ၁၂၀ | ၁၄၀ | ၁၄၅ |
| တင်းမာမှုနှင့် ဖိအားပြောင်းလဲမှု | σzdW | MPa | 40 | 50 | 60 | 75 | 85 |
| Breaking Strength | Klc | N/mm3/2 | ၃၂၀ | ၄၀၀ | ၄၈၀ | ၅၆၀ | ၆၅၀ |
| သိပ်သည်းမှု | g/cm3 | ၇၊၁၀ | ၇၊၁၅ | ၇၊၂၀ | ၇၊၂၅ | ၇၊၃၀ | |

အခွံပုံသွန်းလုပ်ခြင်း။လုပ်ငန်းစဉ်ကို pre-coated resin sand casting process၊ hot shell molding castings or core casting process လို့လည်း ခေါ်ပါတယ်။ အဓိက ပုံသွင်းသည့်ပစ္စည်းမှာ အစိမ်းရောင်သဲနှင့် furan resin သဲတို့ထက် စျေးပိုကြီးသော ဖီနိုလစ်အစေးအကြိုအကာများဖြစ်သည်။ ထို့အပြင် ဤသဲများကို ပြန်လည်အသုံးပြု၍မရပါ။
Furan resin ကိုယ်တိုင် မာကျောစေသော သဲပုံသွင်းခြင်း လုပ်ငန်းစဉ် (nobake process) သည် သတ္တုပုံးပုံစံပြုလုပ်ရန် furan resin coated sand ကို အသုံးပြုသည်။ မူလသဲ (သို့မဟုတ် ပြန်လည်သိမ်းယူထားသောသဲ) ကို ရောစပ်ပြီးနောက် ဖူရန်အစေးအရည်နှင့် ဓာတ်ကူပစ္စည်းအရည်များကို အညီအမျှ ရောစပ်ပြီး အူတိုင်ဘောက်စ် (သို့မဟုတ် သဲပုံး) ထဲသို့ ဖြည့်သွင်းပြီးနောက် အူတိုင်ဘောက်စ် (သို့မဟုတ် သဲပုံး) တွင် မှို သို့မဟုတ် မှိုအဖြစ် ခိုင်မာစေရန် တင်းကျပ်ထားသည်။ box) အခန်းအပူချိန်မှာ။ ထို့နောက် သွန်းမှို (သို့) သွန်းလုပ်သော အူတိုင်ကို ဖွဲ့စည်းကာ၊ ၎င်းကို မိမိကိုယ်ကို မာကျောစေသော အအေးခန်း-core အကွက်ပုံး (core) သို့မဟုတ် မိမိကိုယ်ကို မာကျောစေသော နည်းလမ်း (core) ဟုခေါ်သည်။
မှိုကို အခန်းအပူချိန်တွင် ဖွဲ့စည်းထားပြီး အပူပေးရန်မလိုအပ်သောကြောင့်၊ ကိုယ်တိုင် မာကျောစေသောသဲပုံသွင်းခြင်းကို no-bake casting process ဟုခေါ်သည်။ မိမိကိုယ်ကို မာကျောစေသောနည်းလမ်းကို အက်ဆစ်ဓာတ်သုံး furan resin နှင့် phenolic resin sand self-hardening method၊ urethane resin sand self-hardening method နှင့် phenolic monoester self-hardening method ဟူ၍ ခွဲခြားနိုင်သည်။
မိမိကိုယ်ကို မာကျောစေသော အအေးခန်း binder sand အနေဖြင့် Furan resin sand သည် တရုတ် စက်ရုံတွင် အစောဆုံးနှင့် လက်ရှိ အသုံးအများဆုံး ဓာတု binder sand ဖြစ်သည်။ သဲပုံသွင်းခြင်းတွင် ထည့်ထားသော အစေးပမာဏသည် ယေဘုယျအားဖြင့် 0.7% မှ 1.0% ရှိပြီး core sand တွင် ထည့်ထားသော resin ပမာဏမှာ ယေဘုယျအားဖြင့် 0.9% မှ 1.1% ဖြစ်သည်။ furan resin တွင် free aldehyde ပါဝင်မှုသည် 0.3% အောက်တွင်ရှိပြီး အချို့စက်ရုံများသည် 0.1% အောက်သို့ ကျဆင်းသွားပါသည်။ တရုတ်နိုင်ငံရှိ စက်ရုံများတွင်၊ Furan resin ကိုယ်တိုင် မာကျောသောသဲသည် ထုတ်လုပ်မှုလုပ်ငန်းစဉ်နှင့် သွန်းလုပ်ခြင်း၏ မျက်နှာပြင်အရည်အသွေး မခွဲခြားဘဲ နိုင်ငံတကာအဆင့်သို့ ရောက်ရှိခဲ့သည်။
မီးခိုးရောင် Cast Iron နှင့် ညီမျှသော အဆင့် | ||||||||
| AISI | W-stoff | DIN | BS | SS | ကြောက်ရွံ့ခြင်း။ | UNE/IHA | JIS | UNI |
| A48-20B | ၀.၆၀၁၀ | GG-10 | အဆင့် ၁၀၀ | ၀၁၁၀-၀၀ | - | - | FC ၁၀၀ | G ၁၀ |
| A48-25B | ၀.၆၀၁၅ | GG-15 | အဆင့် ၁၅၀ | ၀၁၁၅-၀၀ | Ft 15 D | FG ၁၅ | FC ၁၅၀ | G ၁၅ |
| A48-30B | ၀.၆၀၂၀ | GG-20 | အဆင့် ၂၀၀ | ၀၁၂၀-၀၀ | Ft 20 D | FG 20 | FC ၂၀၀ | G 20 |
| A48-40B | ၀.၆၀၂၅ | GG-25 | အဆင့် ၂၅၀ | ၀၁၂၅-၀၀ | Ft 25 D | FG ၂၅ | FC ၂၅၀ | G ၂၅ |
| A48-45B | ၀.၆၀၃၀ | GG-30 | အဆင့် ၃၀၀ | ၀၁၃၀-၀၀ | Ft 30 D | FG 30 | FC ၃၀၀ | G 30 |
| A48-50B | ၀.၆၀၃၅ | GG-35 | အဆင့် ၃၅၀ | ၀၁၃၅-၀၀ | Ft 35 D | FG ၃၅ | FC ၃၅၀ | G ၃၅ |
| A48-60B | ၀.၆၀၄၀ | GG-40 | အဆင့် ၄၀၀ | ၀၁၄၀-၀၀ | Ft 40 D | - | FC ၄၀ | - |
| ၃၂၅၁၀ | GTS-35 | B340/12 | ၀၈၁၅-၀၀ | MN 35-10 | - | FCMW 330 | - | |
| A220-40010 | ၀.၈၁၄၅ | GTS-45 | P440/7 | ၀၈၅၂-၀၀ | MN 450 | - | FCMP 440/490 | GMN ၄၅ |
| A220-50005 | ၀.၈၁၅၅ | GTS-55-04 | P510/4 | ၀၈၅၄-၀၀ | MP 50-5 | - | FCMP 490 | GMN ၅၅ |
| A220-70003 | ၀.၈၁၆၅ | GTS-65-02 | P570/3 | ၀၈၅၆-၀၀ | MN 650-3 | - | FCMP 590 | GMN ၆၅ |
| A220-70003 | - | GTS-65 | P570/3 | ၀၈၅၈ | MN 60-3 | - | FCMP 540 | - |
| A220-80002 | ၀.၈၁၇၀ | GTS-70-02 | P690/2 | ၀၈၆၂-၀၀ | MN 700-2 | - | FCMP 690 | GMN 70 |
Resin Coated Sand Casting Metal နှင့် Alloys များ | |
| သတ္တုနှင့် အလွိုင်းများ | လူကြိုက်များသောအဆင့် |
| မီးခိုးရောင် Cast Iron | GG10~GG40; GJL-100 ~ GJL-350; |
| Ductile (Nodular) Cast Iron | GGG40 ~ GGG80; GJS-400-18၊ GJS-40-15၊ GJS-450-10၊ GJS-500-7၊ GJS-600-3၊ GJS-700-2၊ GJS-800-2 |
| Austempered Ductile Iron (ADI) | EN-GJS-800-8၊ EN-GJS-1000-5၊ EN-GJS-1200-2 |
| ကာဗွန်သံမဏိ | C20၊ C25၊ C30၊ C45 |
| အလွိုင်းသံမဏိ | 20Mn၊ 45Mn၊ ZG20Cr၊ 40Cr၊ 20Mn5၊ 16CrMo4၊ 42CrMo၊ 40CrV၊ 20CrNiMo၊ GCr15၊ 9Mn2V |
| အစွန်းခံသံမဏိ | Ferritic Stainless Steel၊ Martensitic Stainless Steel၊ Austenitic Stainless Steel၊ မိုးရွာသွန်းပြီး မာကျောသော Stainless Steel၊ Duplex Stainless Steel |
| အလူမီနီယံသတ္တုစပ် | ASTM A356၊ ASTM A413၊ ASTM A360 |
| ကြေးဝါ/ကြေးနီအခြေခံ သတ္တုစပ်များ | C21000၊ C23000၊ C27000၊ C34500၊ C37710၊ C86500၊ C87600၊ C87400၊ C87800၊ C52100၊ C51100 |
| စံသတ်မှတ်ချက်- ASTM၊ SAE၊ AISI၊ GOST၊ DIN၊ EN၊ ISO နှင့် GB | |

Furan Resin Coated Sand Self-hardening Molding Casting ၏ အားသာချက်များ
1) Castings ၏ Dimension တိကျမှုနှင့် မျက်နှာပြင် ကြမ်းတမ်းမှုကို မြှင့်တင်ပါ။
2) မှို (core) သဲကို မာကျောစေပြီး စွမ်းအင်ကို ချွေတာနိုင်သောကြောင့် အခြောက်ခံရန် မလိုအပ်ဘဲ စျေးမကြီးသော သစ်သား သို့မဟုတ် ပလပ်စတစ် core သေတ္တာများနှင့် ပုံစံခွက်များကိုလည်း အသုံးပြုနိုင်သည်။
3) မိမိကိုယ်ကို မာကျောအောင်ပြုလုပ်ထားသော သဲသည် ကျစ်လျစ်ပြီး ပြိုကျလွယ်သည်၊ သွန်းလုပ်ရန် လွယ်ကူပြီး သဲဟောင်းများကို ပြန်လည်အသုံးပြုကာ ပြန်လည်အသုံးပြုနိုင်ကာ အူတိုင်ပြုလုပ်ခြင်း၊ မော်ဒယ်လုပ်ခြင်း၊ သဲကျခြင်း၊ သန့်ရှင်းရေးနှင့် အခြားချိတ်ဆက်မှုများ၏ လုပ်အားပြင်းအားကို လွန်စွာလျှော့ချပေးသည်။ စက်ယန္တရား သို့မဟုတ် အလိုအလျောက်လုပ်ခြင်းကို နားလည်ရန် လွယ်ကူသည်။
4) သဲရှိအစေး၏ဒြပ်ထုအပိုင်းသည် 0.8% ~ 2.0% သာရှိပြီး ကုန်ကြမ်းကုန်ကျစရိတ်လည်း နည်းပါးသည်။
Self-hardening method တွင် အထက်ဖော်ပြပါ ထူးခြားသော အားသာချက်များစွာရှိသောကြောင့်၊ ပင်ကိုယ်မာမာပြုလုပ်ခြင်းအတွက်သာမက သွန်းပုံသွင်းရန်အတွက်လည်း အသုံးပြုပါသည်။ ၎င်းသည် တစ်ခုတည်းသောအပိုင်းနှင့် အသေးစားအသုတ်ထုတ်လုပ်ခြင်းအတွက် အထူးသင့်လျော်ပြီး သွန်းသံ၊ သွန်းစတီးလ်နှင့် သံမဏိမဟုတ်သော အလွိုင်းသွန်းများကို ထုတ်လုပ်နိုင်သည်။ အချို့သော တရုတ်စက်ရုံများသည် ရွှံ့ခြောက်သောသဲမှိုများ၊ ဘိလပ်မြေသဲမှိုများနှင့် တစ်စိတ်တစ်ပိုင်း အစားထိုးထားသော ရေဖန်ခွက်သဲမှိုများကို လုံးလုံးလျားလျား အစားထိုးခဲ့သည်။




စိတ်ကြိုက် Cast Iron Casting ထုတ်ကုန်များ







{kind=link}