

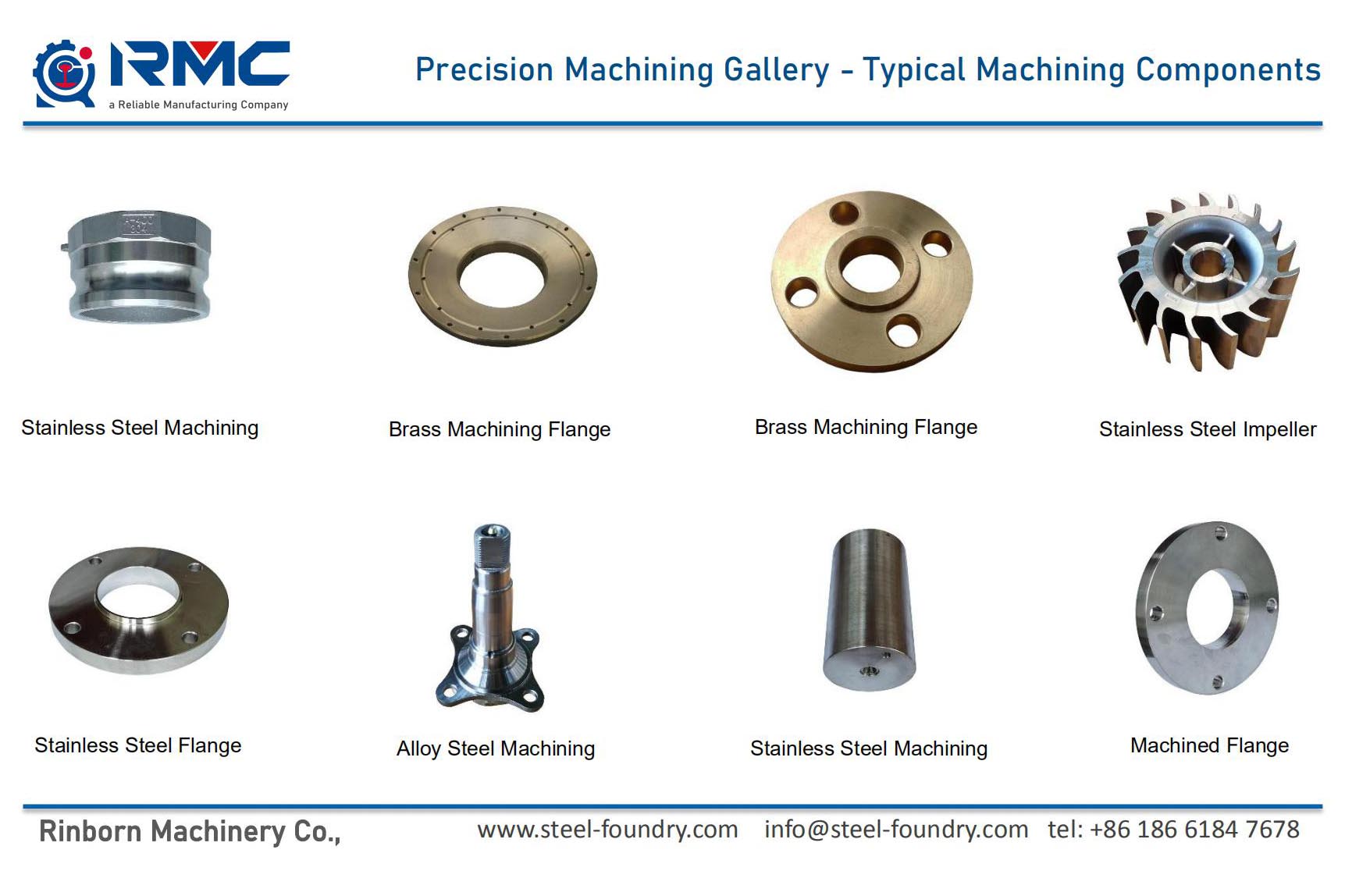
သင်၏အင်ဂျင်နီယာပုံဆွဲခြင်းနှင့်ထူးခြားသောလိုအပ်ချက်များနှင့်အညီဆုံးရှုံးသွားသောဖယောင်းရင်းနှီးမြှုပ်နှံမှုပုံသွင်းခြင်း၊ အပူကုသမှုနှင့်မျက်နှာပြင်ကုသမှုတို့ဖြင့် CNC တိကျသောစက်ဖြင့်ပြုလုပ်ထားသောကြေးဝါထုတ်ကုန်များ။
CNC စက်ယန္တရားအတိုကောက်အားဖြင့် Computerized Numberical Control (CNC) ဖြင့် လုပ်ဆောင်သည့် စက်ပိုင်းဆိုင်ရာ လုပ်ငန်းစဉ်ကို ရည်ညွှန်းသည်။ လုပ်သားစရိတ်သက်သာစွာဖြင့် မြင့်မားပြီး တည်ငြိမ်သောတိကျမှုသို့ရောက်ရှိရန် CNC မှ ကူညီပေးပါသည်။ Machining ဆိုသည်မှာ ကုန်ကြမ်းအပိုင်းအစကို ထိန်းချုပ်ထားသော ပစ္စည်းဖယ်ရှားခြင်းလုပ်ငန်းစဉ်ဖြင့် အလိုရှိသော နောက်ဆုံးပုံသဏ္ဍာန်နှင့် အရွယ်အစားသို့ ဖြတ်တောက်ပေးသည့် အမျိုးမျိုးသော လုပ်ငန်းစဉ်တစ်ခုဖြစ်သည်။ ထိန်းချုပ်ထားသော ပစ္စည်းများ ဖယ်ရှားခြင်းဆိုင်ရာ ဤဘုံဆောင်ပုဒ်ပါသည့် လုပ်ငန်းစဉ်များကို ယနေ့ခေတ်တွင် စုပေါင်းထုတ်လုပ်ခြင်းဟု ခေါ်ဆိုကြပြီး၊ ပေါင်းထည့်ကုန်ထုတ်ခြင်းဟု သိကြသည့် ထိန်းချုပ်ထားသော ပစ္စည်းများ ထပ်လောင်းခြင်းလုပ်ငန်းစဉ်များနှင့် ကွဲပြားပါသည်။
အဓိပ္ပါယ်ဖွင့်ဆိုချက်၏ "ထိန်းချုပ်ထားသည်" အပိုင်းသည် အတိအကျ ကွဲပြားနိုင်သည်၊ သို့သော် ၎င်းသည် စက်ကိရိယာများအသုံးပြုခြင်း (ပါဝါကိရိယာများနှင့် လက်ကိရိယာများအပြင်) အမြဲတမ်းနီးပါးကို ဆိုလိုသည်။ ဤသည်မှာ အများအပြားထုတ်လုပ်ရန် အသုံးပြုသည့် လုပ်ငန်းစဉ်တစ်ခုဖြစ်သည်။သတ္တုစက်ဖြင့် ထုတ်ကုန်များသစ်သား၊ ပလပ်စတစ်၊ ကြွေထည်နှင့် ပေါင်းစပ်ပစ္စည်းများကဲ့သို့သော ပစ္စည်းများတွင်လည်း အသုံးပြုနိုင်သည်။ CNC machining သည် ကြိတ်ခြင်း၊ လှည့်ခြင်း၊ ချည်နှောင်ခြင်း၊ တူးဖော်ခြင်း၊ သံတုံး၊ ကြိတ်ခြင်းစသည့် လုပ်ငန်းစဉ်များစွာကို အကျုံးဝင်ပါသည်။
ကြေးဝါပိုင်သည်။ကြေးနီအခြေခံအလွိုင်းကြေးနီနှင့် ဇင့်တို့ ပေါင်းစပ်ဖွဲ့စည်းထားသည့် သတ္တုစပ်တစ်ခုဖြစ်သည်။ ကြေးနီနှင့် ဇင့်ဖြင့်ဖွဲ့စည်းထားသော ကြေးဝါကို သာမန်ကြေးဝါဟုခေါ်သည်။ ဒြပ်စင် နှစ်ခုထက်ပိုသော သတ္တုစပ်အမျိုးမျိုးကို အထူးကြေးဝါဟု ခေါ်သည်။ ကြေးဝါသည် အဓိကဒြပ်စင်အဖြစ် သွပ်ဖြင့် ကြေးနီသတ္တုစပ်ဖြစ်သည်။ ဇင့်ပါဝင်မှု တိုးလာသည်နှင့်အမျှ သတ္တုစပ်၏ ခိုင်ခံ့မှုနှင့် ပလတ်စတစ် အားကောင်းမှုသည် သိသိသာသာ တိုးလာသော်လည်း 47% ကျော်လွန်ပြီးနောက် စက်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိများ သိသိသာသာ လျော့နည်းလာသောကြောင့် ကြေးဝါသွပ်ပါဝင်မှုသည် 47% ထက်နည်းပါသည်။ ဇင့်အပြင်၊ သွန်းကြေးဝါတွင် ဆီလီကွန်၊ မန်းဂနိစ်၊ အလူမီနီယမ်နှင့် ခဲတို့ကဲ့သို့သော သတ္တုစပ်ဒြပ်စင်များပါရှိသည်။

| CNC Precision Machining စွမ်းရည်များ | ||||
| အထောက်အကူပြုပစ္စည်းများ | အရေအတွက် | အရွယ်အစား အတိုင်းအတာ | နှစ်စဉ် စွမ်းဆောင်ရည် | အထွေထွေတိကျမှု |
| Vertical Machining Center (VMC) | 48 အစုံ | 1500mm × 1000mm × 800mm | 6000 တန် သို့မဟုတ် 300000 ကျပ် | ±0.005 |
| Horizontal Machining Center (VMC) | 12 အစုံ | 1200mm × 800mm × 600mm | 2000 တန် သို့မဟုတ် 100000 ကျပ် | ±0.005 |
| CNC စက် | ၆၀ အစုံ | မက်လှည့်ဖြစ်ခဲ့ရတယ်။ φ600mm | 5000 တန် သို့မဟုတ် 600000 ကျပ် | |
| Casting Tolerance ၏ Excutive Standard- ISO 8062 2013၊ ISO 2768၊ GOST 26645 (Russia) သို့မဟုတ် GBT 6414 (China)။ | ||||
စက်ယန္တရားစင်တာကို CNC ကြိတ်စက်မှတီထွင်သည်။ CNC ကြိတ်စက်နှင့် အကြီးမားဆုံး ကွာခြားချက်မှာ စက်ယန္တရားစင်တာတွင် စက်ကိရိယာများကို အလိုအလျောက် လဲလှယ်ပေးနိုင်ခြင်း ဖြစ်သည်။ တူးလ်မဂ္ဂဇင်းတွင် ရည်ရွယ်ချက်အမျိုးမျိုးအတွက် ကိရိယာများကို တပ်ဆင်ခြင်းဖြင့်၊ ဗိုင်းလိပ်တံပေါ်ရှိ စက်ကိရိယာများကို အလိုအလျောက် ကိရိယာပြောင်းလဲစက်က ကုပ်တစ်ခုတွင် ပြောင်းလဲနိုင်ပြီး စက်ပိုင်းဆိုင်ရာအင်္ဂါရပ်များစွာကို သိရှိနိုင်ရန် ကုပ်တစ်ခုတွင် ပြောင်းလဲနိုင်သည်။
CNC စက်ယန္တရားစင်တာသည် စက်ပစ္စည်းများနှင့် CNC စနစ်ဖြင့်ဖွဲ့စည်းထားသော စွမ်းဆောင်ရည်မြင့် အလိုအလျောက်စက်ကိရိယာတစ်ခုဖြစ်ပြီး ရှုပ်ထွေးသောအစိတ်အပိုင်းများကို လုပ်ဆောင်ရန်အတွက် သင့်လျော်သည်။ CNC စက်ယန္တရားစင်တာသည် လက်ရှိတွင် ကမ္ဘာပေါ်တွင် အသုံးအများဆုံး CNC စက်ကိရိယာများထဲမှ တစ်ခုဖြစ်သည်။ workpiece ကို တစ်ကြိမ်တည်း ချည်နှောင်ထားပြီးနောက် ၎င်းသည် လုပ်ဆောင်မှုဆိုင်ရာ အကြောင်းအရာများကို ပိုမိုပြီးမြောက်အောင် လုပ်ဆောင်နိုင်သည်။ လုပ်ဆောင်မှု တိကျမှု မြင့်မားသည်။ အလယ်အလတ် စီမံဆောင်ရွက်ရာတွင် အခက်အခဲရှိသော batch workpieces များအတွက်၊ ၎င်း၏ စွမ်းဆောင်ရည်သည် သာမန်စက်ကိရိယာများထက် 5-10 ဆ သာလွန်သည်၊ အထူးသဖြင့် ၎င်းသည် သာမန်စက်ပစ္စည်းများဖြင့် မပြီးမြောက်နိုင်သော လုပ်ငန်းစဉ်များစွာသည် ပိုမိုရှုပ်ထွေးသော ပုံသဏ္ဍာန်များနှင့် တိကျမှုမြင့်မားသော လိုအပ်ချက်များဖြင့် တစ်ပိုင်းတစ်စလုပ်ဆောင်ခြင်းအတွက် ပိုမိုသင့်လျော်ပါသည်။ အသေးစားနှင့် အလတ်စား အမျိုးအစား အများအပြား ထုတ်လုပ်ရန်။ ၎င်းသည် စက်ပစ္စည်းတစ်ခုတွင် ကြိတ်ခွဲခြင်း၊ ငြီးငွေ့ဖွယ်ကောင်းခြင်း၊ တူးဖော်ခြင်း၊ အပ်ချည်ကြိုးများကို ဖြတ်တောက်ခြင်းစသည့် လုပ်ငန်းဆောင်တာများကို အာရုံစူးစိုက်ပြီး နည်းပညာဆိုင်ရာ နည်းလမ်းမျိုးစုံဖြင့် ဆောင်ရွက်သည်။
| ကြေးနီ၊ ကြေးဝါနှင့် ကြေးအဆင့် နှိုင်းယှဉ်ခြင်း။ | |||||||
| အုပ်စုများ | AISI | W-stoff | DIN | BS | JIS | EN | ISO |
| ကြေးနီ | C10200 | 2.0040 | Cu | C103 | C1020 | CW008A | Cu-OF |
| C11000 | 2.0060 | E-Cu57 | C101 | C1100 | CW004A | Cu-ETP | |
| - | 2.0065 | E-Cu58 | - | - | - | - | |
| C10300 | 2.0070 | SE Cu | - | - | CW021A | - | |
| C12200 | ၂.၀၀၉၀ | SF Cu | C106 | C1220 | CW024A | Cu-DHP | |
| C12500 | - | Cu-FRTP | C104 | - | CR006A | - | |
| C70320 | ၂.၀၈၅၇ | - | - | - | CW112C | CuNi3Si | |
| C14200 | ၂။၁၂၀၂ | SB Cu | C107 | - | - | Cu-AsP | |
| - | ၂။၁၃၅၆ | Cu Mn ၃ | - | - | - | - | |
| - | ၂။၁၅၂၂ | Cu Si2 Mn | - | - | - | - | |
| C16200 | - | C108 | - | - | CuCd1 | ||
| C18200 | - | CC101 | - | CW105C | CuCr1 | ||
| C191010 | - | - | - | CW109C | CuNi1Si | ||
| C70250 | - | CC102 | - | CW111C | CuNi2Si | ||
| C17200 | - | CB101 | - | CW101C | CuBe2 | ||
| C17300 | - | - | - | CW102C | CuBe2Pb | ||
| C17510 | - | - | - | CW110C | CuNi2B | ||
| C17500 | - | C112 | - | CW104C | CuCo2Be | ||
| C15000 | - | - | - | CW120C | CuZr | ||
| C65100 | - | - | - | CW115C | CuSi2Mn | ||
| C65500 | - | CS101 | - | CW116C | CuSi3Mn1 | ||
| C14500 | - | C109 | - | CW118C | CutTeP | ||
| C14700 | - | C111 | - | CW114C | CuSP | ||
| C18700 | - | - | - | CW113C | CuPb1P | ||
| ကြေးဝါ | C21000 | ၂.၀၂၂၀ | CuZn5 | CZ125 | C2100 | CW500L | - |
| C22000 | ၂.၀၂၃၀ | CuZn10 | Cz101 | C2200 | CW501L | - | |
| C23000 | ၂.၀၂၄၀ | CuZn15 | CZ102 | C2300 | CW502L | - | |
| C24000 | ၂.၀၂၅၀ | CuZn20 | CZ103 | C2400 | CW503L | - | |
| C25600 | - | CuZn28 | - | - | - | - | |
| C26000 | ၂.၀၂၆၅ | CuZn30 | CZ106 | C2600 | CW505L | - | |
| C26800 | ၂.၀၂၈၀ | CuZn33 | - | C2680 | CW506L | - | |
| C27200 | - | CuZn36 | - | - | - | - | |
| C27200 | ၂.၀၃၂၁ | CuZn37 | CZ108 | C2700 | CW508L | - | |
| C27000 | ၂.၀၃၃၅ | CuZn36 | CZ107 | C2700 | CW507L | - | |
| C28000 | ၂.၀၃၆၀ | CuZn40 | CZ109 | C2800 | CW509L | - | |
| C33500 | - | CuZn37Pb0.5 | - | - | - | - | |
| C34000 | - | CuZn35Pb1 | CZ118 | C3501 | - | - | |
| C34500 | ၂.၀၃၃၁ | CuZn36Pb1,5 | CZ119 | - | CW601N | - | |
| C34000 | ၂.၀၃၃၁ | CuZn36Pb1,5 | CZ119 | C3501 | CW600N | - | |
| C35300 | ၂.၀၃၇၁ | CuZn38Pb1,5 | CZ128 | - | - | - | |
| C36500 | ၂.၀၃၇၂ | CuZn39Pb0,5 | CZ123 | - | CW610N | - | |
| C36000 | ၂.၀၃၇၅ | CuZn36Pb3 | CZ124 | C3601 | CW603N | - | |
| C37700 | ၂.၀၃၈၀ | CuZn39Pb2 | CZ 131/(CZ128)၊ | C3771 | CW612N | - | |
| C38500 | ၂.၀၄၀၁ | CuZn39Pb3 | CZ121 | C3603 | CW614N | - | |
| C38000 | ၂.၀၄၀၂ | CuZn40Pb2 | CZ122 | - | CW617N | - | |
| - | ၂.၀၄၁၀ | CuZn44Pb2 | CZ130 | - | - | - | |
| C68700 | ၂.၀၄၆၀ | CuZn20Al2 | CZ110 | - | - | - | |
| C44300 | ၂.၀၄၇၀ | CuZn28Sn1 | CZ111 | - | - | - | |
| - | ၂.၀၅၃၀ | CuZn38Sn1 | - | - | - | - | |
| - | ၂.၀၅၅၀ | CuZn40Al2 | - | - | - | - | |
| - | ၂.၀၅၆၁ | CuZn40Al1 | - | - | - | - | |
| - | ၂.၀၅၇၂ | CuZn40Mn2 | CZ136 | - | CW723R | - | |
| C61400 | ၂.၀၉၃၂ | CuAl8Fe3 | - | - | CW303G | - | |
| C63000 | ၂.၀၉၆၆ | CuAl10Ni5Fe4 | CA104 | - | CW307G | - | |
| ကြေး | C50700 | ၂။၁၀၁၀ | CuSn2 | - | - | - | - |
| C51100 | ၂။၁၀၁၆ | CuSn4 | PB101 | C5111 | CW450K | - | |
| C51000 | - | CuSn5 | PB102 | C5102 | CW451K | - | |
| C51900 | ၂၊၁၀၂၀ | CuSn6 | PB103 | C5191 | CW452K | - | |
| C52100 | ၂။၁၀၃၀ | CuSn8 | PB104 | C5212 | CW453K | - | |
| - | - | CuSn10 | - | - | - | - | |
| - | - | CUSn11 | - | - | - | - | |
| - | - | CuSn12 | - | - | - | - | |
စက်ယန္တရားစင်တာများကို spindle machining လုပ်နေစဉ်အတွင်း ၎င်းတို့၏ spatial အနေအထားအရ အလျားလိုက်နှင့် ဒေါင်လိုက် စက်ယန္တရားစင်တာများအဖြစ် ခွဲခြားထားသည်။ လုပ်ငန်းစဉ်အသုံးပြုမှုအရ အမျိုးအစားခွဲခြားထားသည်- ငြီးငွေ့ဖွယ်နှင့် ကြိတ်စက်စက်၊ ပေါင်းစက်စက်စင်တာ။ လုပ်ဆောင်ချက်များ၏ အထူးအမျိုးအစားခွဲခြားမှုအရ၊ တစ်ခုတည်းသော workbench၊ double workbench နှင့် multi-workbench machining center တို့ ရှိပါသည်။ ဝင်ရိုးတစ်ခုတည်း၊ ဝင်ရိုးနှစ်ခု၊ ဝင်ရိုးသုံးခု၊ ဝင်ရိုးလေးခု၊ ဝင်ရိုးငါးခုနှင့် လဲလှယ်နိုင်သော headstock စသည်တို့ပါရှိသော စက်ကိရိယာများ။
CNC machining သည် ထိပ်ဆုံး 5 ဝင်ရိုး စက်ယန္တရား စင်တာ၊ 4 ဝင်ရိုး နှစ်ထပ် ပလပ်ဖောင်း စက်ပစ္စည်း စင်တာ သို့မဟုတ် CNC အလှည့်ကျ စက်များ ပါရှိသော အဆင့်မြင့် စက်ယန္တရားများ ကဲ့သို့သော CNC စက်များဖြင့် တိကျစွာ ပြုပြင်ခြင်း အမျိုးအစား ဖြစ်သည်။ ကိုင်ဆောင်သည့်အဆိုင်းတစ်ခုအတွင်း ခုတ်ထစ် ၁၅ ခုထက်မနည်း၊ CNC ကြိတ်စက်နှင့် CNC တူးဖော်ခြင်းနှင့် ပုတ်ထုတ်ခြင်း စင်တာများ။ သံမဏိသွန်းလုပ်ခြင်း၏ တိကျသေချာမှုမှာ သံမဏိပရိုဖိုင်းကို ပြုပြင်ခြင်းနှင့် ကွဲပြားသည်။ တိကျသေချာသော ပုံသဏ္ဍာန်သည် အလိုရှိရာ၏ တိကျသော ပုံသဏ္ဍာန်ကို ရရှိထားပြီးဖြစ်သောကြောင့် ၎င်းသည် သံမဏိပရိုဖိုင်းမှ စက်ပစ္စည်းတိုက်ရိုက်ထုတ်ခြင်းထက် စက်ယန္တရားများစွာကို သက်သာစေပါသည်။ ဤအကြောင်းကြောင့်လည်း၊ ကျွန်ုပ်တို့သည် စက်မရိုက်မီတွင် စက်မျက်နှာပြင်နှင့် သင့်လျော်သော စက်ယန္တရားဆိုင်ရာ စရိတ်စကများကို ထည့်သွင်းစဉ်းစားရန် လိုအပ်ပါသည်။ ကျွန်ုပ်တို့၏ပုံမှန်ဝယ်ယူမှုသည် စက်ပိုင်းဆိုင်ရာဧရိယာသတ်မှတ်ရန်နှင့် ပုံတွင်စက်ပြုပြင်ခြင်းစရိတ်ကိုသတ်မှတ်ရန်အတွက် စက်ရေးဆွဲခြင်းနှင့်အတူ အကြမ်းသွန်းပုံဆွဲခြင်းကို လုပ်ဆောင်ရန်ဖြစ်သည်။
RMC ရင်းနှီးမြှပ်နှံမှုပုံသွန်းဖောင်တွင် 4 ဝင်ရိုးစက်ယန္တရားစင်တာများ၊ CNC စက်လှည့်စက် 15 အစုံနှင့် cnc ကြိတ်စက် 3 စုံတို့နှင့်အတူ လက်ထောက်အသုံးများသော စွယ်စုံသုံးအလှည့်၊ ကြိတ်ခြင်း၊ ခြစ်ခြင်း၊ တူးဖော်ခြင်းနှင့် ကြိတ်စက်များ တပ်ဆင်ထားပြီး၊ ကျွန်ုပ်တို့အားလုံးနီးပါးကို စက်ယန္တရားလုပ်နိုင်စွမ်းရှိပါသည်။ သံမဏိသွန်းအမျိုးအစားများ။
တိကျစွာ ပြုပြင်ခြင်းဟုလည်း ခေါ်သည်၊ CNC စက်သည် ဘူမိသဏ္ဍာန်ခံနိုင်ရည်နှင့် အတိုင်းအတာသည်းခံမှုတွင် အလွန်မြင့်မားသော တိကျမှုကို ရရှိနိုင်သည်။ ကျွန်ုပ်တို့၏ CNC စက်များနှင့် Horizontal Machining Centers (HMC) နှင့် Vertical Machining Centres (VMC) တို့ဖြင့်၊ ကျွန်ုပ်တို့သည် သင့်လိုအပ်သော သည်းခံနိုင်မှုအဆင့်များအားလုံးနီးပါးကို ပြည့်မီနိုင်ပါသည်။
စွမ်းရည်များရင်းနှီးမြှုပ်နှံမှု Casting Foundry:
• Max Size: 1,000 mm × 800 mm × 500 mm
• အလေးချိန်အတိုင်းအတာ- 0.5 ကီလိုဂရမ် - 100 ကီလိုဂရမ်
• နှစ်စဉ် စွမ်းဆောင်ရည်- တန်ချိန် 2,000
• Shell တည်ဆောက်မှုအတွက် Bond ပစ္စည်းများ- Silica Sol၊ Water Glass နှင့် ၎င်းတို့၏ အရောအနှောများ။
• သည်းခံနိုင်မှု- တောင်းဆိုမှုအပေါ်။
၏အားသာချက်များရင်းနှီးမြှုပ်နှံမှု Casting အစိတ်အပိုင်းများ:
- အထူးကောင်းမွန်ပြီး ချောမွေ့သော မျက်နှာပြင် အလှဆင်ခြင်း။
- တင်းကျပ်သောအတိုင်းအတာသည်းခံနိုင်ရည်။
- ဒီဇိုင်းပြောင်းလွယ်ပြင်လွယ်ဖြင့် ရှုပ်ထွေးပြီး ရှုပ်ထွေးသောပုံစံများ
- ပါးလွှာသော နံရံများကို သွန်းလုပ်နိုင်စွမ်းရှိသောကြောင့် ပိုမိုပေါ့ပါးသော သွန်းလုပ်သည့် အစိတ်အပိုင်းတစ်ခုဖြစ်သည်။
- သွန်းသတ္တုနှင့် သတ္တုစပ်များ (သတ္တုနှင့် သတ္တုမဟုတ်)
- မှိုဒီဇိုင်းအတွက်မူကြမ်းမလိုအပ်ပါ။
- Secondary machining လိုအပ်ချက်ကို လျှော့ချပါ။
- စွန့်ပစ်ပစ္စည်းနည်းပါးခြင်း။
| ရင်းနှီးမြုပ်နှံမှုသည်းခံမှုများ | |||
| လက်မ | မီလီမီတာ | ||
| အတိုင်းအတာ | စာနာထောက်ထားမှု | အတိုင်းအတာ | စာနာထောက်ထားမှု |
| 0.500 အထိ | ±.004" | 12.0 အထိ | ± 0.10mm |
| 0.500 မှ 1.000” | ±.006" | 12.0 မှ 25.0 အထိ | ± 0.15mm |
| 1,000 မှ 1,500” | ±.008" | 25.0 မှ 37.0 အထိ | ± 0.20mm |
| 1,500 မှ 2,000” | ±.010" | ၃၇.၀ မှ ၅၀.၀ | ± 0.25mm |
| 2,000 မှ 2,500” | ±.012" | 50.0 မှ 62.0 အထိ | ± 0.30mm |
| 2,500 မှ 3,500” | ±.014" | 62.0 မှ 87.0 အထိ | ± 0.35mm |
| 3,500 မှ 5,000” | ±.017" | 87.0 မှ 125.0 အထိ | ± 0.40mm |
| 5,000 မှ 7,500” | ±.020" | 125.0 မှ 190.0 | ± 0.50mm |
| 7,500 မှ 10,000” | ±.022" | 190.0 မှ 250.0 | ± 0.57mm |
| 10,000 မှ 12,500” | ±.025" | 250.0 မှ 312.0 | ± 0.60mm |
| 12,500 မှ 15,000 ထိ | ±.028" | 312.0 မှ 375.0 အထိ | ± 0.70mm |








{kind=link}